产品名称三
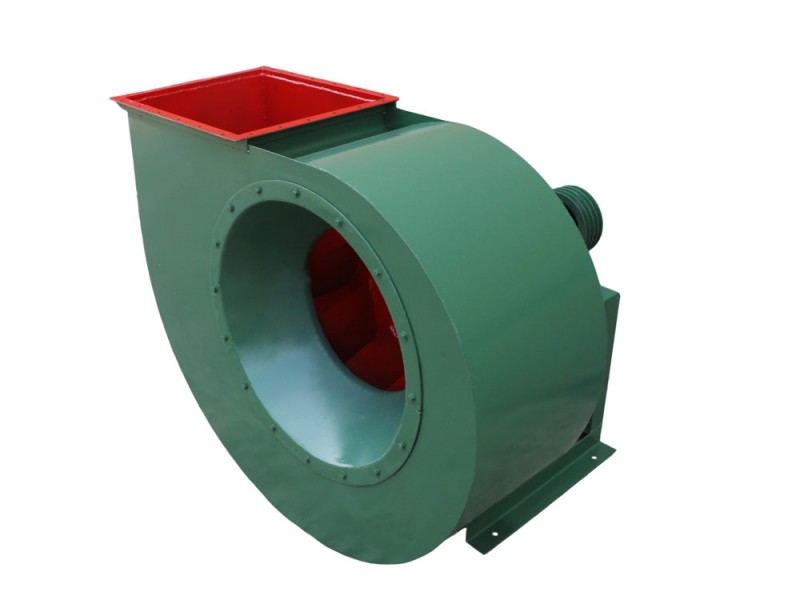
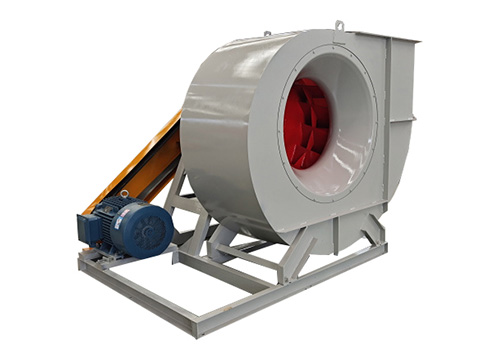
低压离心风机 一、工作原理 低压离心风机4-68系列是根据动能转换为势能的原理,利用高速旋转的叶轮将气体加速,然后减速、改变流向,使动能转换成势能(压力)。在单级离心风机中,气体从轴向进入叶轮,气体 流经叶轮时改变成径向,然后进入扩压器。在扩压器中,气体改变了流动方向并且管道断面面积增大使气流减速,这种减速作用将动能转换成压力能。压力增高主要 发生在叶轮中,其次发生在扩压过程。在多级离心风机中,用回流器使气流进入下一叶轮,产生更高压力。用途:可用于排除含液气体;工业厂房排风;防爆排风;汽车工业喷涂车间排风;电子行业除尘;钢铁行业鼓风;火核发电;石化行业; 低压离心风机4-68系列风机的工作原理与透平压缩机基本相同,均是由于气体流速较低,压力变化不大,一般不需要考虑气体比容的变化,即把气体作为不可压缩流体处理。 二、型式和结构 低压离心风机4-68系列风机可制成右旋和左旋两种型式。从电动机一侧正视:叶轮顺时针旋转,称为右旋转风机;叶轮逆时针旋转,称为左旋转风机。 构 造 低压离心风机4-68系列风机由机壳、主轴、叶轮、轴承传动机构及电机等组成。 机壳:由钢板制成坚固可靠,可为分整体式和半开式,半开式便于检修。 叶轮:由叶片、曲线型前盘和平板后盘组成。 转子:应做过静平衡和动平衡,保证转动平稳,性能良好。 传动部分:有主轴、轴承箱、滚动轴承及皮带轮(或联轴器)组成 三、规格 风量范围:1100~240000 m3/h 风压范围:200~3900 Pa 驱动方式:皮带(C/E),直联(A/D) 机 号:2.8#~20# 四、安装事项 1、离心风机整体机组的安装,应直接放置在基础上用成对斜垫铁找平。 2、现场组装的离心风机,底座上的切削加工面应妥善保护,不应有锈蚀或操作,底座放置在基础上时,应用成对斜垫铁找平。 3、轴承座与底座应紧密接合,纵向不水平度不应超过0.2/1000,用水平仪在主轴上测量,横向不水平底不应超过0.3/1000,用水平仪在轴承座的水平中分面上测量。 4、轴瓦研刮前应先将转子轴心线与机壳轴心线校正,同时调整叶轮与进气口间的间隙和主轴与机壳后侧板轴孔间的间隙,使其符合设备技术文件的规定。 5、主轴和轴瓦组装时,应按设备技术文件的规定进行检查。轴承盖与轴瓦间应保持0.03~0.04毫米的过盈(测量轴瓦的外径和轴承座的内径)。 6、风机机壳组装时,应以转子轴心线为基准找正机壳的位置并将叶轮进气口与机壳进气口间的轴向和径向间隙高速至设备技术文件规定的范围内,同时检查地脚螺 栓是否紧固。其间隙值如设备技术文件无规定时,一般轴向间隙应为叶轮外径的1/100,,径向间隙应均匀分布,其数值应为叶轮外径的1.5/1000~3 /1000(外径小者取大值)。调整时力求间隙值小一些,以提高风机效率。